RS Medico è l’unica azienda sul mercato mondiale a produrre i propri bracket interamente per fresatura con macchine CNC a controllo numerico computerizzato.
Ti sei mai chiesto come venga prodotto il bracket che utilizzi?
Se lavori con bracket prodotti con tecniche tradizionali come la MIM (Metal Injection Molding), potresti non aver mai approfondito questo aspetto, ma per noi di Aestetika, la precisione è tutto, ed è per questo che il nostro bracket Queen è realizzato con una tecnologia all’avanguardia: la fresatura CNC (Computer Numerical Control).
Perché un attacco prodotto per fresatura con macchine CNC a controllo numerico computerizzato garantisce massima e migliore precisione rispetto ad un attacco prodotto per stampaggio MIM.
Densità e resistenza
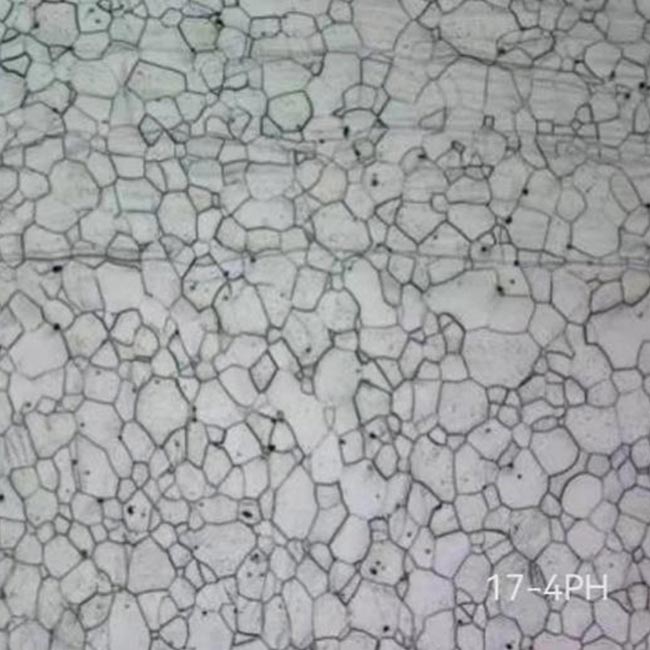
La fresatura CNC con macchine a controllo numerico computerizzato consiste in un unico processo di taglio e fresatura di un blocco di acciaio medicale 17-4PH, che presenta una struttura metallografica interna compatta ad alta resistenza.
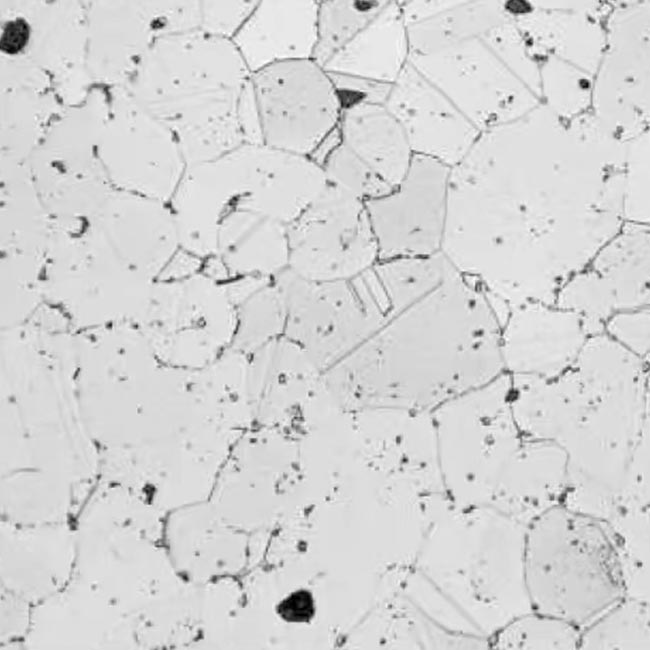
La produzione MIM prevede invece un trattamento di separazione dei polimeri dal metallo e successiva sinterizzazione in atmosfera controllata ad una temperatura inferiore a quella di fusione. Ne risultano una struttura metallografica interna casuale e una resistenza nettamente inferiore a quella dell’acciaio fresato.
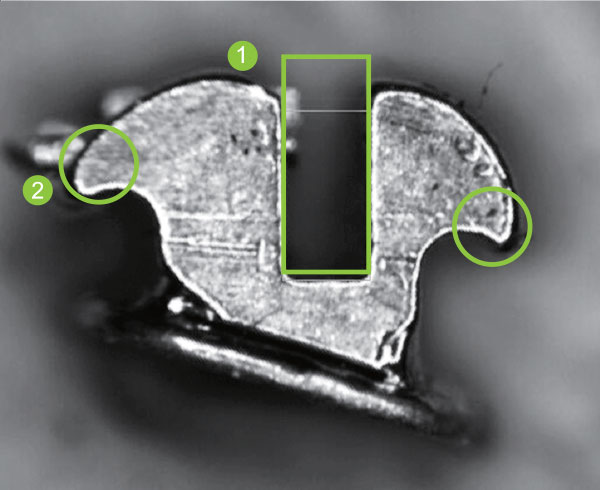
Superfici lisce, levigate e omogenee
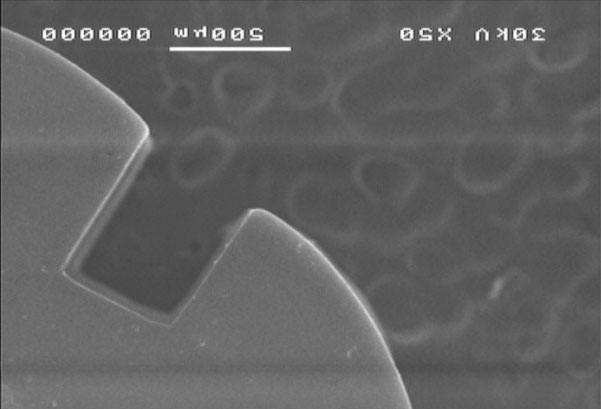
I bracket fresati CNC presentano superfici lisce, levigate e omogenee. L’angolo formato dall’incontro della parete sinistra con la base è leggermente arrotondato e quello di destra è perfetto. La base è omogenea.
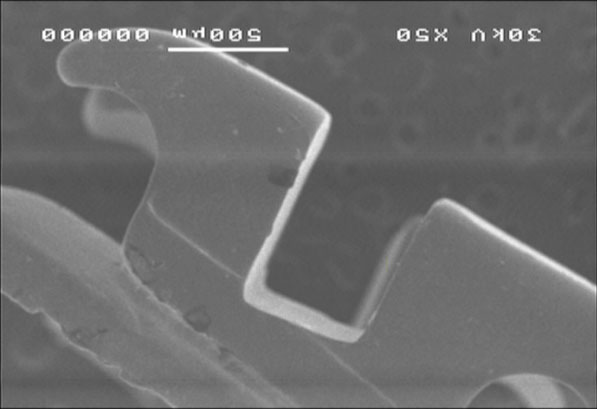
Gli angoli che si formano dall’incontro delle pareti con la base sono arrotondati e irregolari. La superficie presenta imperfezioni e protrusioni.
Fonte: Analysis of a slot height accuracy and precision of stainless steel orthodontic brackets manufactured by MIM and CNC using stereomicroscopy – Mark D.Angeloni, D.M.D.
La precisione al micron dei bracket
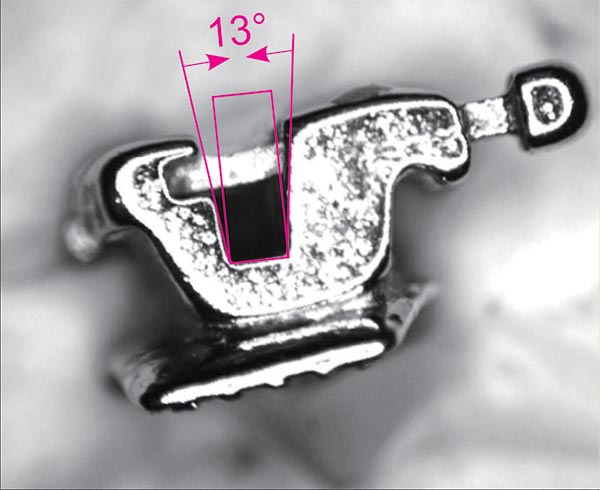
Queste caratteristiche del bracket CNC consentono un alloggiamento preciso dell’arco con un minore angolo di deviazione.
Lo slot di un attacco MIM presenta un angolo di deviazione maggiore con una conseguente imprecisione della verticalità delle pareti, che comporta la necessità di imprimere più torque all’arco o di utilizzare archi di dimensioni superiori. Se, per ottenere un determinato spostamento, utilizzo un arco di 021×025, con un attacco CNC ottengo lo stesso risultato clinico con un arco 019×025, applicando forze meno aggressive e rendendo meno traumatico lo spostamento.